¶ 频率 & 原因
- 每三个月至少一次,或当:
- 打印效果不佳时,如首层无法粘附玻璃平台、使用双材料打印时出现错层现象等
- 打印时皮带发出异响
- 长距离运输打印机后
- 同步带是打印机传动系统的重要组成部分。若同步带过于松弛,可能会影响打印效果;若过于紧绷,则可能会影响同步带的寿命。
¶ 所需工具
- 5.5mm 扳手 (标配,见工具盒)
- 粉色 L 型扳手 (标配,见工具盒)


¶ 开始之前
对于 V2.2.2 及以上版本的固件,在触控屏 Local 文件夹里获取 G 代码,使用 PLA 耗材打印 X 轴同步带张紧度测量器。若无法找到,可使用 X-axis timing belt calibrator STL file. 进行打印。

¶ 步骤
- 在触控屏上,点击控制 > 电机,点选以关闭电机。
- 关闭打印机,并断电。
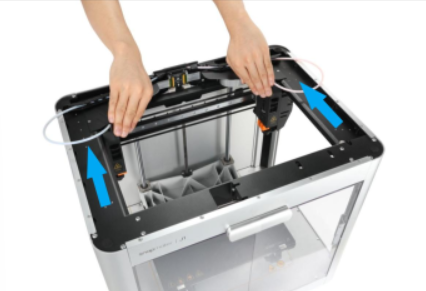
- 用手推动左打印头至最左侧、右打印头至最右侧。
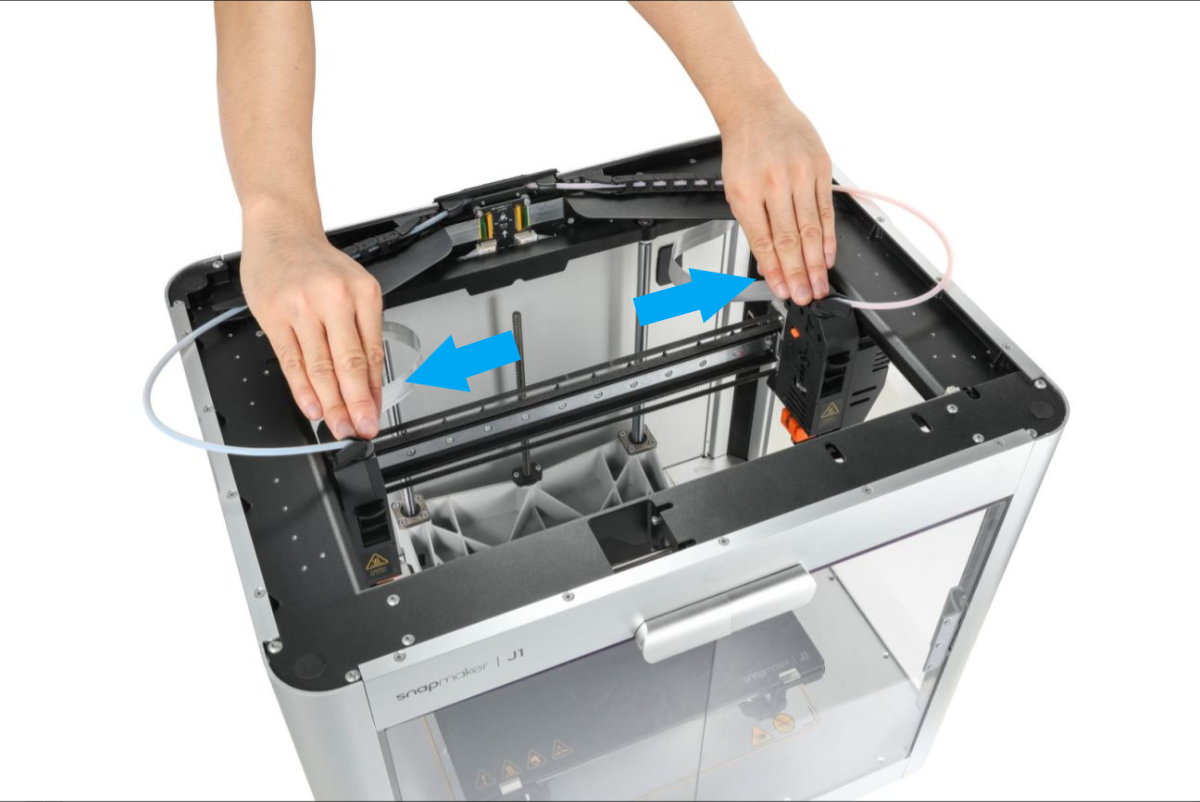
- 用 L 型扳手分别将左、右侧板取下。


使用 L 型扳手时,可以先握住较长的一端用力以拧松螺丝,然后换用较短的一端以迅速拧下螺丝。

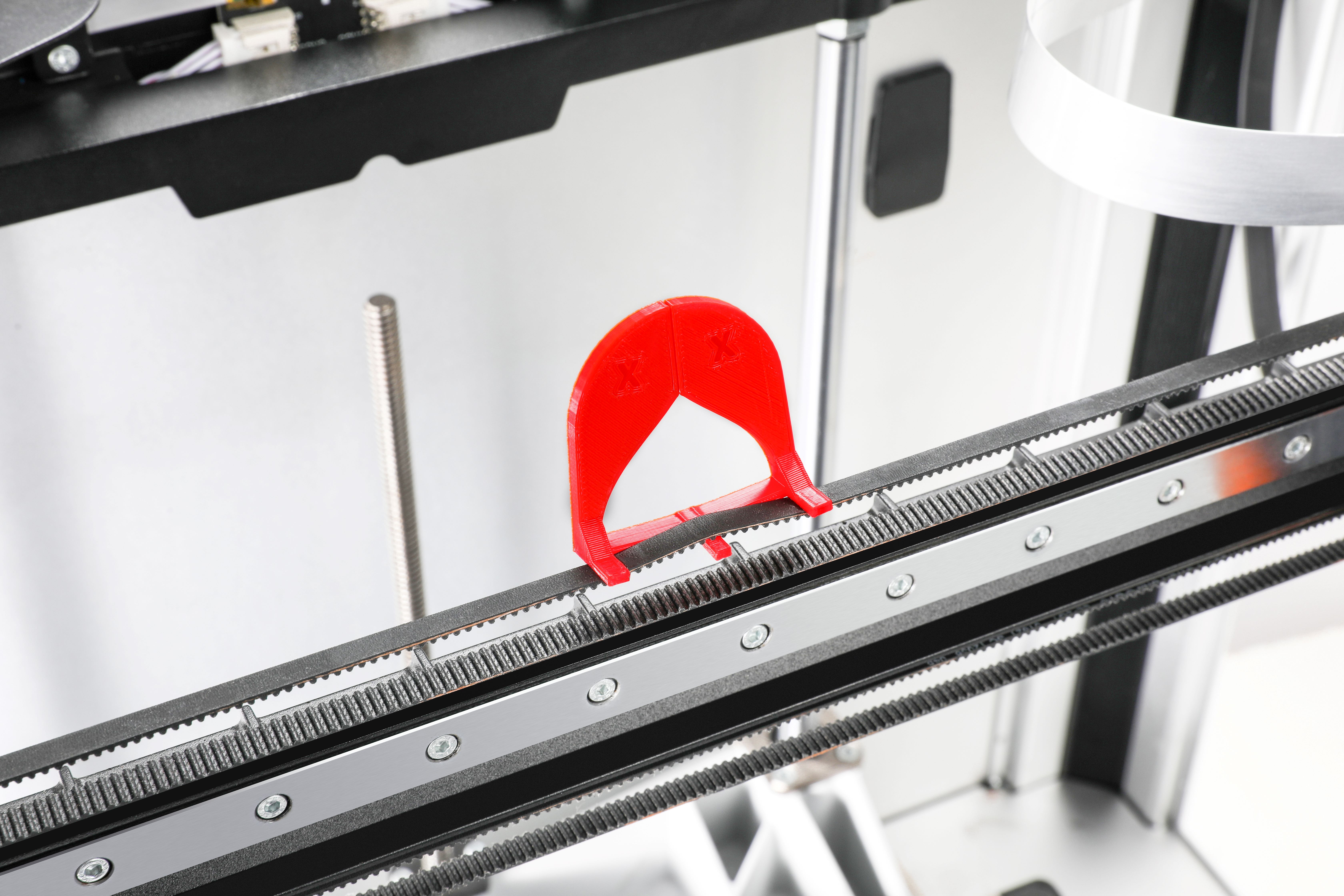
- 将测量器按如图方式依次卡入 X 轴同步带上。

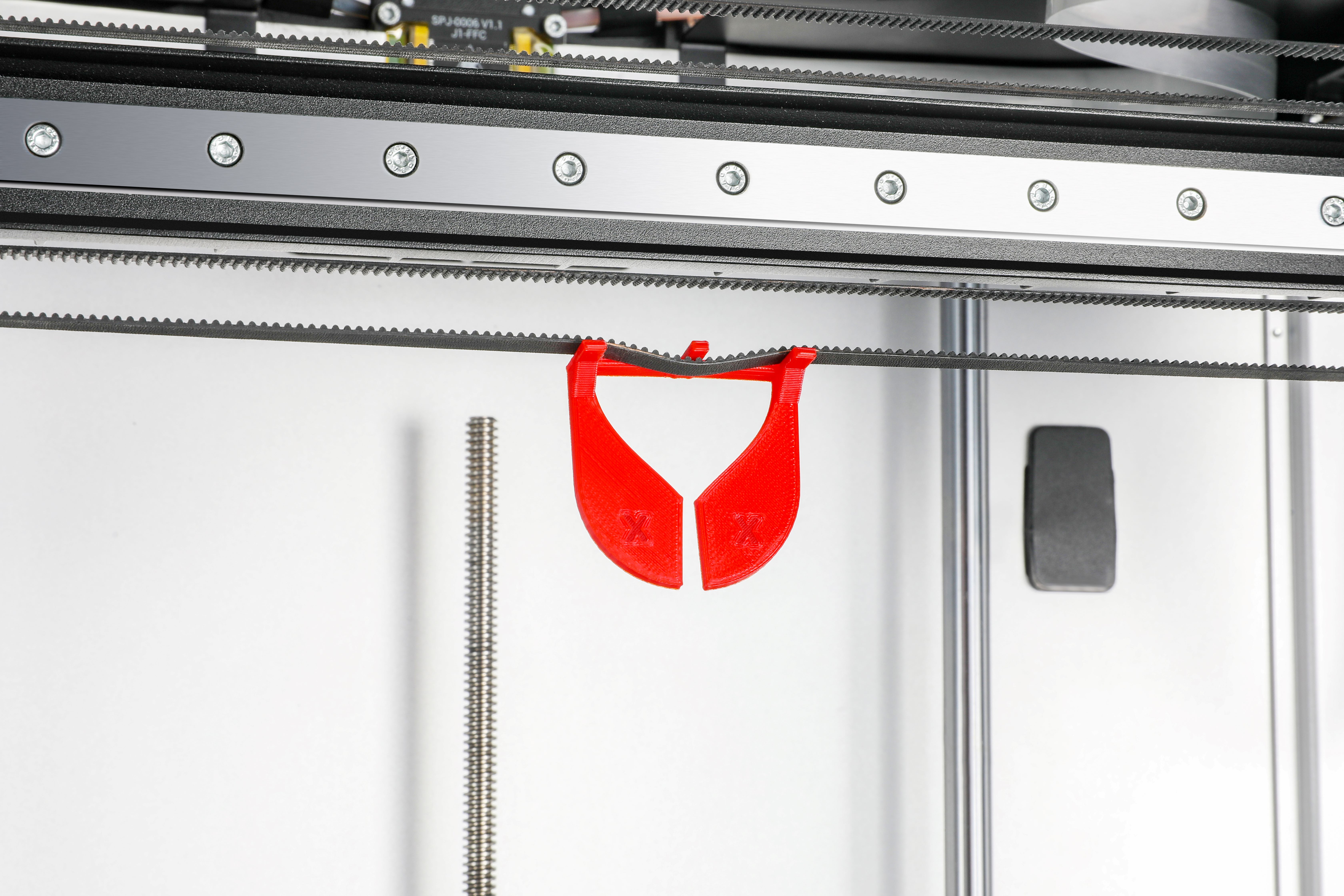
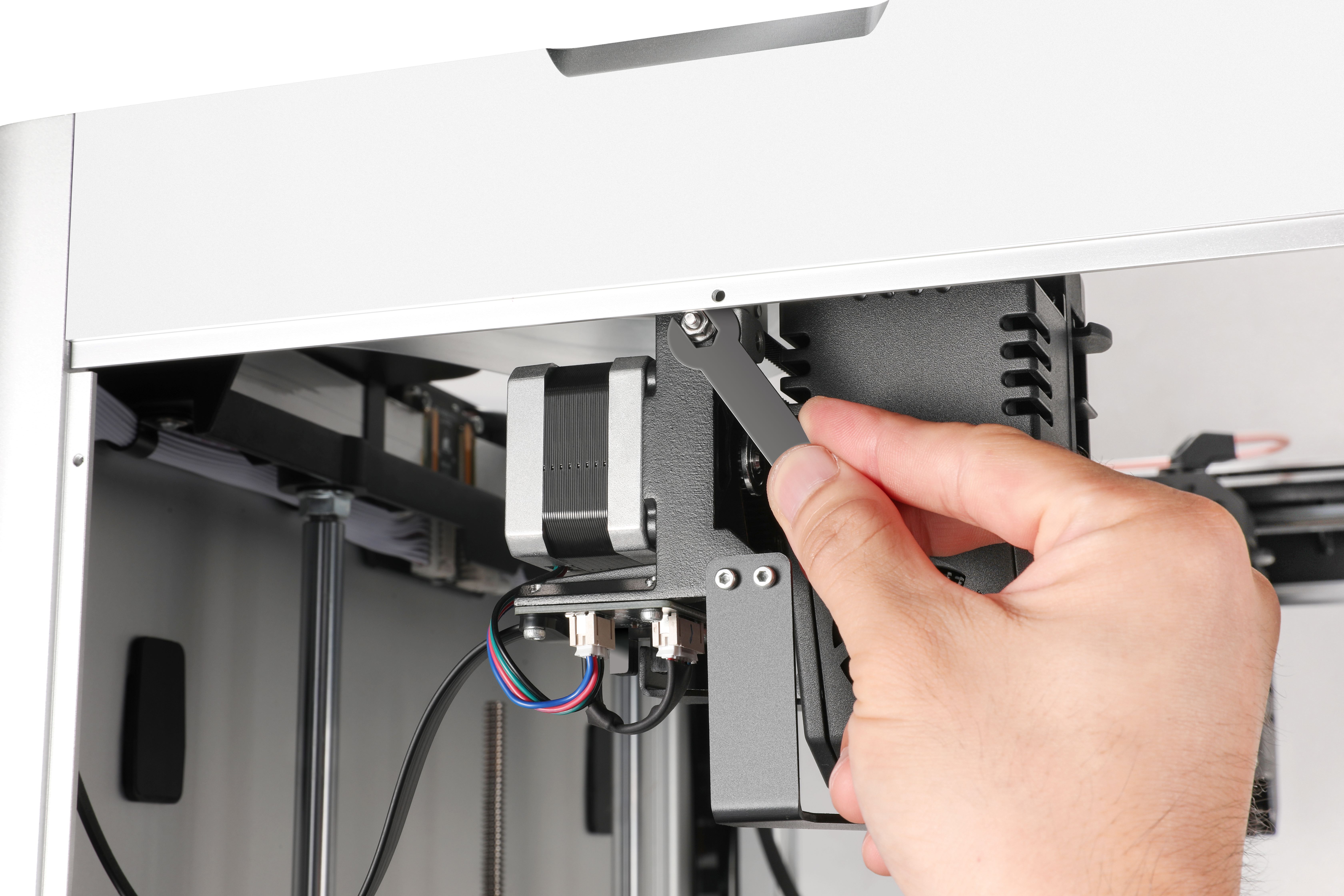
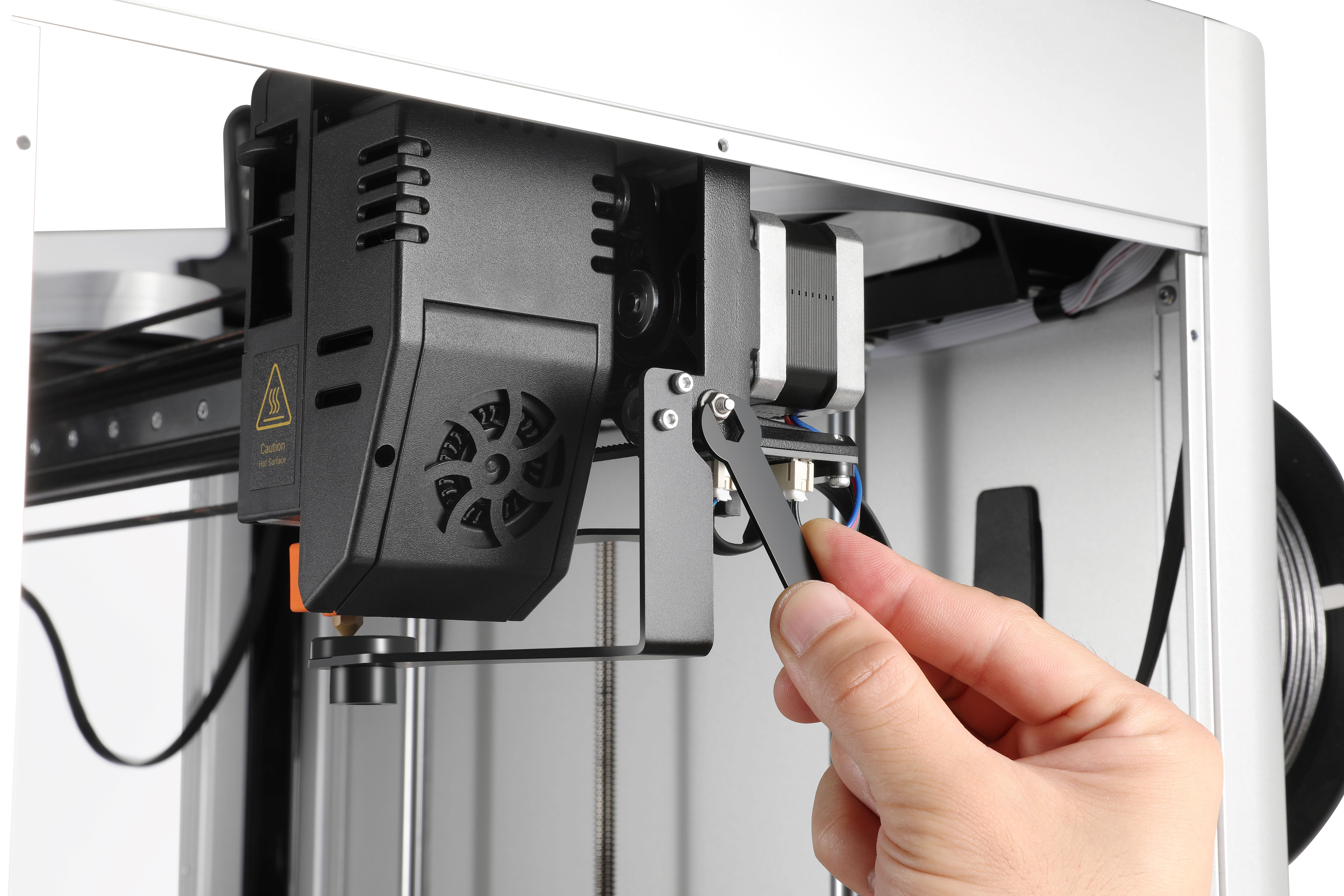
- 用 5.5mm 扳手依次调节 X 轴直线导轨左侧末端和右侧末端的六角螺丝,直至测量器两侧合拢、无明显缝隙。
- 用 L 型扳手重新安装左、右侧板。
¶ 开始之前
对于 V2.2.2 及以上版本的固件,在屏幕 Local 文件夹里获取 G 代码,使用 PLA 耗材打印 Y 轴同步带张紧度测量器。若无法找到,可使用 Y-axis timing belt calibrator STL file. 进行打印。

¶ 步骤
- 在触控屏上,点击控制 > 电机,点选以关闭电机。
- 关闭打印机,并断电。
- 用手推动左打印头至最左侧、右打印头至最右侧,然后将 X 轴直线导轨推动至最里侧。
4. 用 L 型扳手分别将左、右侧板取下。
使用 L 型扳手时,可以先握住较长的一端用力以拧松螺丝,然后换用较短的一端以迅速拧下螺丝。
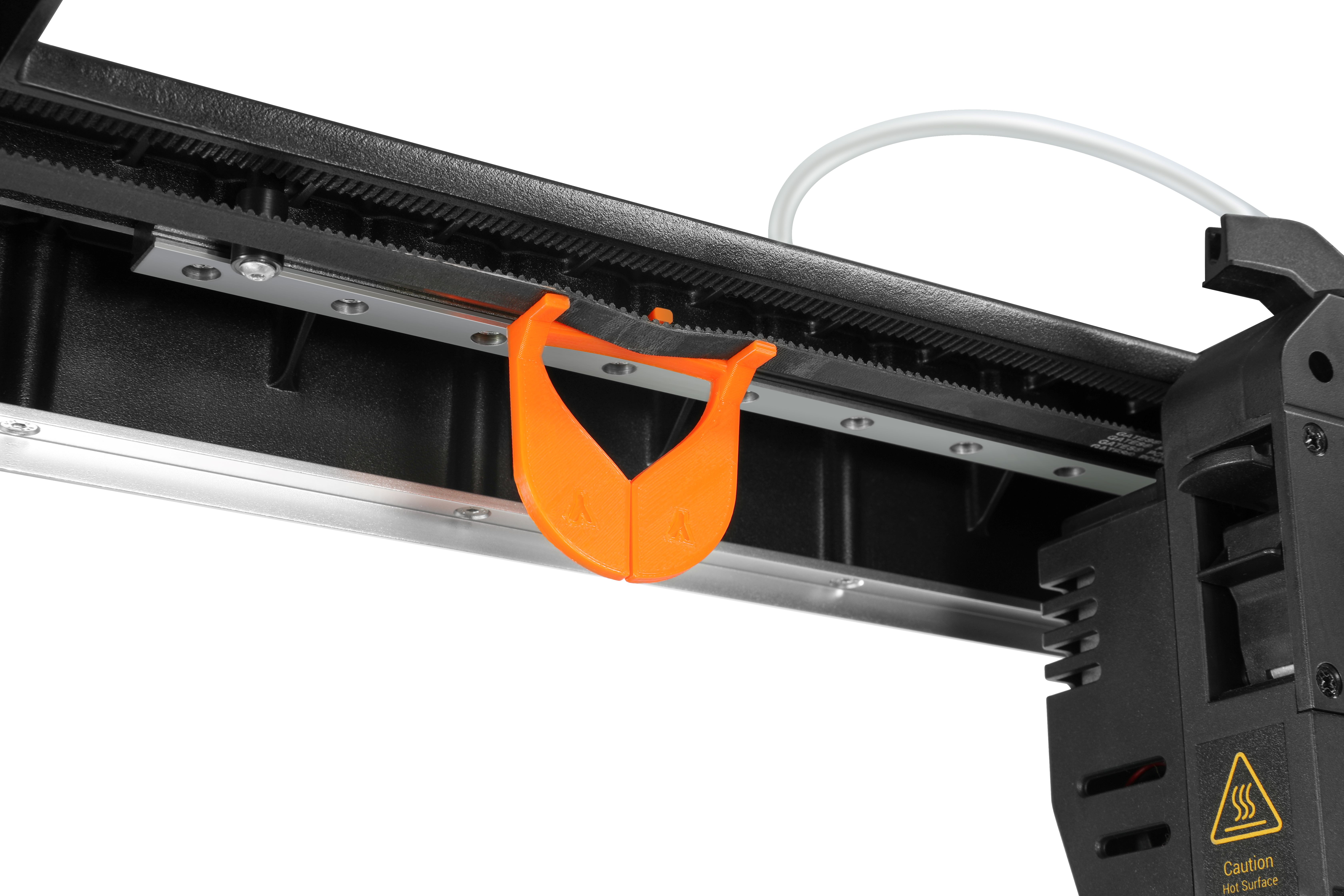
- 将测量器按如图方式卡入左侧的 Y 轴同步带上。

- 用手拧动打印机背部左上角的螺丝,直至测量器两侧合拢、无明显缝隙。

- 取下测量器,将其按同样方式卡入右侧的 Y 轴同步带上。
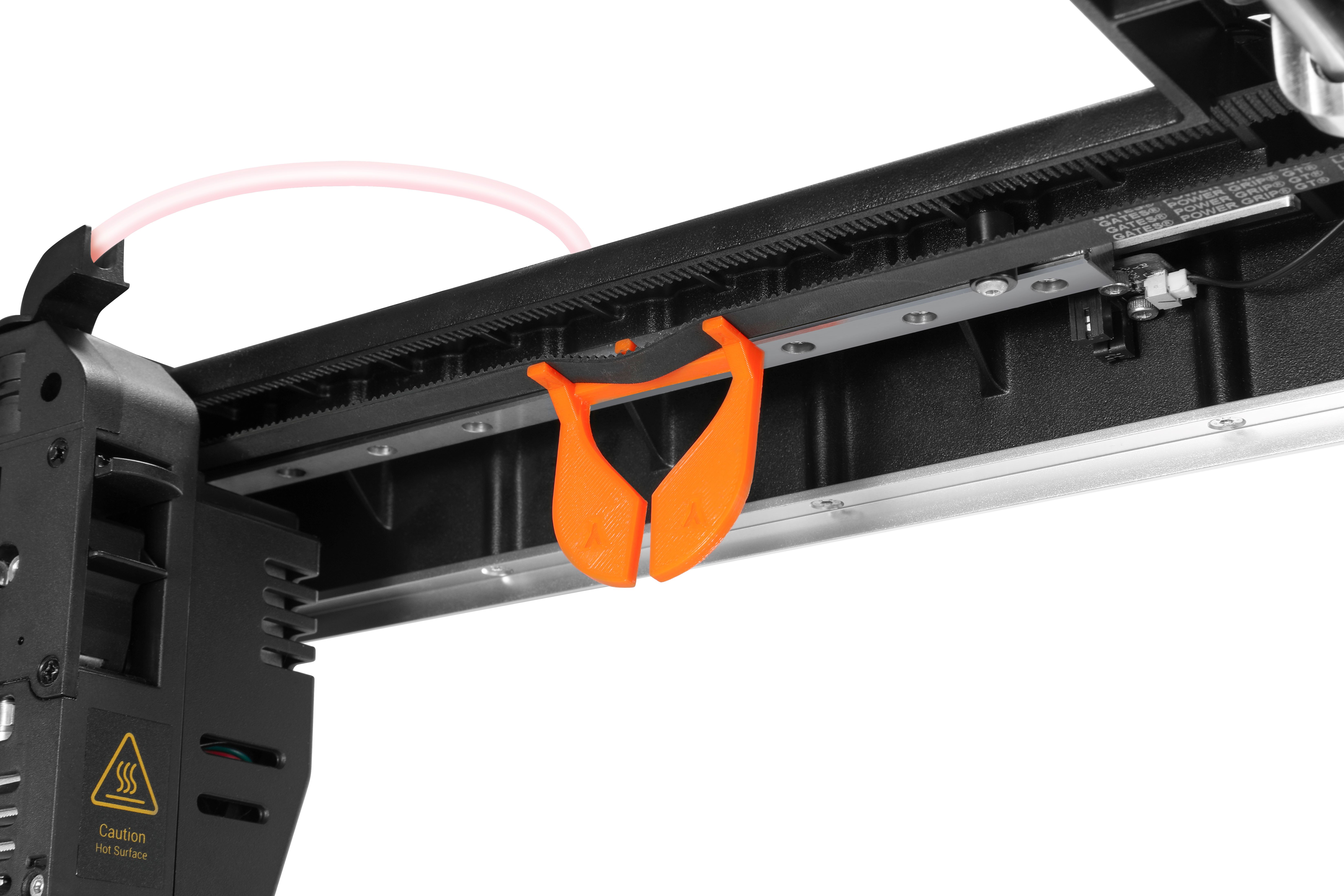
- 用手拧动打印机背部右上角的螺丝,直至测量器两侧合拢、无明显缝隙。
