对于激光加工的材料,Snapmaker Luban 内置了部分经由官方测试的推荐参数。如果你希望使用其它未经测试的材料达到最佳的雕刻或切割效果,可以自行使用材料测试功能进行测试。
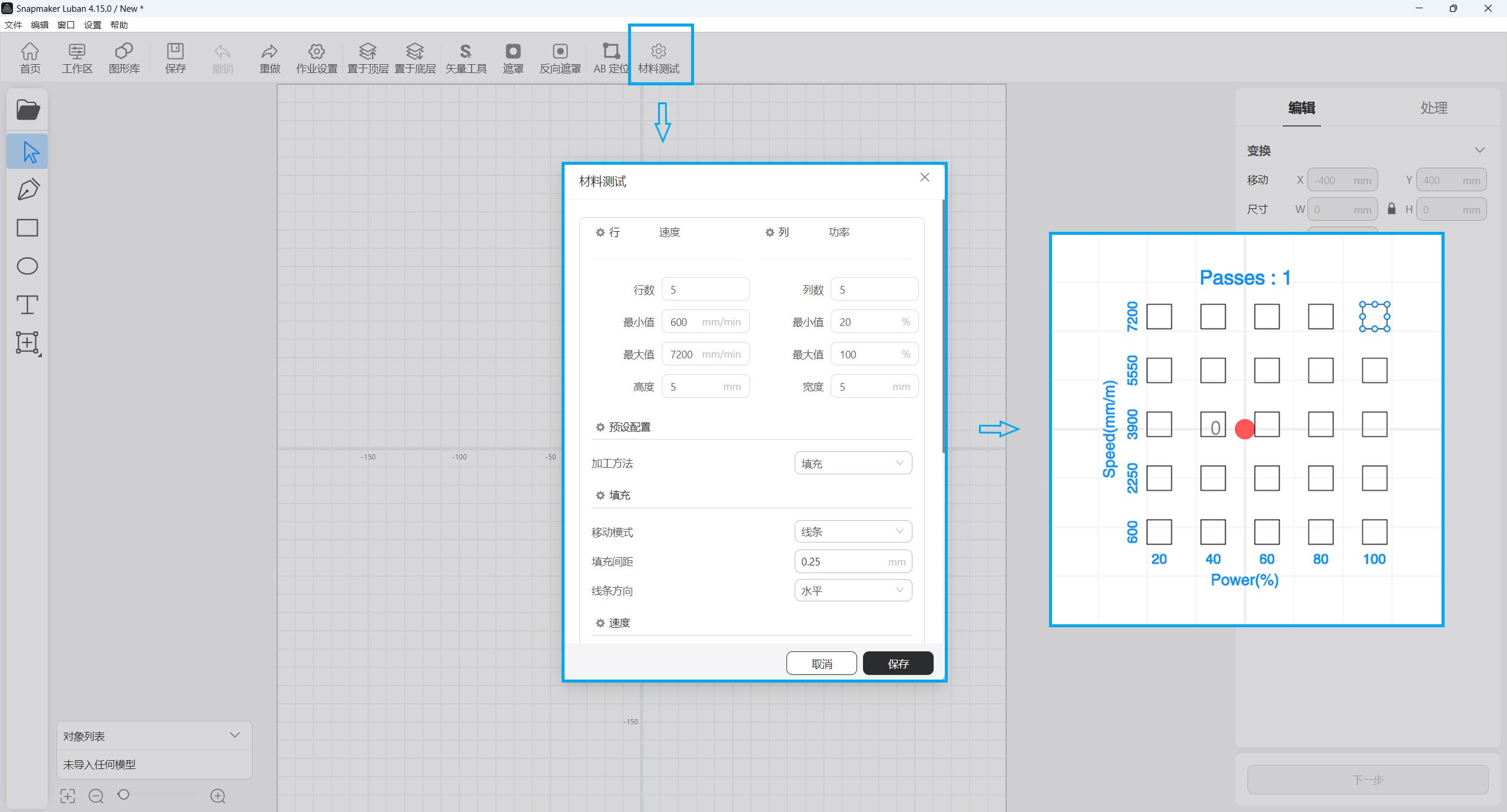
进入激光 G 代码生成器,在顶部点击材料测试,即可根据需要设置所雕刻或切割的矩形数量与大小。通过对比阵列中不同矩形的雕刻或切割效果,并根据评定标准可确定最佳加工参数。

请勿使用反光性强的材料(304 不锈钢和阳极氧化铝除外),因为它们可能会反射蓝光,增加灼烧附近物品甚至引发火灾的安全风险。
开始之前
若你已安装 Snapmaker Luban,请将其更新至 V4.15.0 或更高版本。
由于不同速度和功率的组合对激光雕刻效果(如雕刻深度和颜色)有显著影响,因此这是一个以速度(mm/min)和功率(%)为变量的测试,评估结果在一定程度上依赖于个人偏好。
当机器以低速度搭配高功率雕刻时,可能会引发火灾。因此,在测试的相应阶段需要格外关注,发现有过度灼烧时应立即停止加工。
¶ 步骤
- 结合测试材料的大小,设置所雕刻的矩形数量与大小,以及速度与功率的变化区间。

Snapmaker 2.0 的速度上限为 7200mm/min,Snapmaker Artisan 的速度上限为 12000mm/min,Snapmaker Ray 的速度上限为 30000mm/min。
- 根据需要选择加工方法。


- 根据需要配置其它参数并保存。
若雕刻测试中勾选了半二极管模式,则后续实际雕刻作业时也应勾选半二极管模式。
- 创建工具路径,生成 G 代码文件并导出到 U 盘。
若你已连接了机器与 Luban,你也可通过串行端口或 Wi-Fi 将 G 代码文件传输至机器。
-
将 U 盘插入集成控制器,在触控屏上选中 G 代码文件,进入激光作业准备界面。
-
调整激光高度并设置 XY 工作原点。
-
开始加工。
-
当加工完成后,根据标准评估最佳雕刻速度与功率。
- 创建工具路径,生成 G 代码并导出到 microSD 卡。
若你已连接了机器与 Luban,你也可通过串行端口或 Wi-Fi 将 G 代码文件传输至机器。
-
将 microSD 卡插入机器。
-
调整激光高度并设置 XY 工作原点。
-
开始加工。
-
当加工完成后,根据标准评估最佳雕刻速度与功率。
¶ 评定标准
你可以根据个人偏好及作品用途,选择雕刻效果最为满意的矩形(考虑矩形的颜色、雕刻深度等)。通常,线条最清晰且焦灼最少的矩形被视为由最佳速度和功率雕刻而成。
如果你在评估最佳雕刻矩形时遇到困难,可以根据结果选择一个速度区间(最佳速度可能位于此区间内),并进行进一步细分速度区间的精确测试。
激光功率在整个测试过程中保持最大值 100%,机器在你设定的速度变化区间内切割多个矩形,以测试出激光切割速度的上限。
¶ 步骤
- 将激光功率设置为 100%。结合测试材料的大小,设置所切割的矩形数量与大小,以及速度的变化区间。

Snapmaker 2.0 的速度上限为 7200mm/min,Snapmaker Artisan 的速度上限为 12000mm/min,Snapmaker Ray 的速度上限为 30000mm/min。
- 选择沿着路径作为加工方法。

- 根据需要配置其它参数并保存。
若你使用的是 20W 或 40W 激光模组,建议打开 Air Assist Pump。
为保证切割功率,不建议勾选半二极管模式。
- 创建工具路径,生成 G 代码文件并导出到 U 盘。
若你已连接了机器与 Luban,你也可通过串行端口或 Wi-Fi 将 G 代码文件传输至机器。
-
将 U 盘插入集成控制器,在触控屏上选中 G 代码文件,进入激光作业准备界面。
-
调整激光高度并设置 XY 工作原点。
-
开始加工。
-
当加工完成后,根据标准评估最佳雕刻速度与功率。
- 创建工具路径,生成 G 代码并导出到 microSD 卡。
若你已连接了机器与 Luban,你也可通过串行端口或 Wi-Fi 将 G 代码文件传输至机器。
-
将 microSD 卡插入机器。
-
调整激光高度并设置 XY 工作原点。
-
开始加工。
-
当加工完成后,根据标准评估最佳雕刻速度与功率。
¶ 评定标准
最佳切割速度为完全切穿材料时所对应的最高速度。但考虑到未来加工的容错率,建议从测试速度中减去 120。例如,如果根据标准直接获得的最佳速度为 1380 mm/min,则应将 1260 mm/min 视为切割该材料的最佳速度。